<シャシの加工>
シャシ上のパーツ・レイアウトを決定し、シャシにパーツ取り付け用の穴を開けます。シャシに穴を開ける場合は、基本的には「現物合わせ」で穴の位置を決定するのが原則です。間違って開けてしまった穴は、修復のしようがないので注意しましょう。アンプの仕上がり(外観)を気にされる方は、既に穴の開いた加工済みのシャシを利用すると良いでしょう。
・シャシ加工図の作成
シャシの上にパーツを置きながら、シャシに開ける穴の位置決めを行います。トランス等の大型パーツには、取り付け穴の寸法などの資料が添付されているので、それらも参考にします。各パーツは大抵の場合、一定の規格に沿って作られているので、メーカーが異なっても同じ取り付け寸法で済む場合がほとんどですが、基本的には「現物合わせ」で決定したほうが良いでしょう。

位置合せ
|
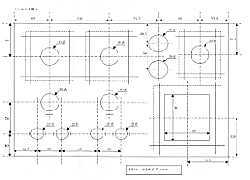
作成した図面
|
・罫書き
作成した図面に従って、シャシに罫書き線を書き込みます。書き込みには、製図用のシャープ・ペンシルが便利です。穴を開ける点にはポンチで印を付けます。シャシの材質はアルミなので、ポンチを当てプラスチックハンマーで軽くたたくと簡単に印がつけられます。この印は、後でドリルで穴を開ける位置になるので、慎重に位置決めを行います。
・下穴あけ
ポンチで付けた印の位置に、電気ドリルで下穴を開けます。ネジの穴も開けます。ネジ穴は、目的のネジの大きさに合わせて開け、太めのドリルの刃(私は12mmの刃を使用)でバリ取りをしてでき上がりです。下穴は、あとでリーマやシャシパンチ等を使うときに加工がしやすい大きさの穴を開けておきます。目的の穴あけがすべて済んだら、ヤスリをかけてバリを落とします。
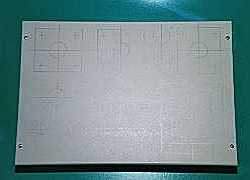
罫書きを終えたシャシ
|
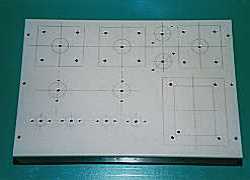
下穴を開けたシャシ
|
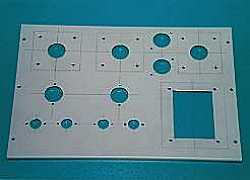
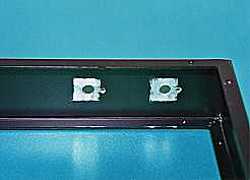
・穴あけ
リーマ、シャシパンチ等を用いて部品取り付け用の穴を開けます。メタルコンセント、ヒューズホルダー等の穴はリーマで、真空管ソケット、出力トランス等の穴はシャシパンチ、電源トランスの四角い穴はハンドニブラで、それぞれ開けます。ヒューズホルダやスピーカー端子には、回転防止のための突起が付いているので、この部分も細めの棒ヤスリ等で加工します。私が使用した鈴蘭堂のシャシでは、天板と底板を外して作業することが出来ます。
・シャシの塗装を剥がす。
VRのケース部分は、シャシと同電位になるよう、シャシ内側の塗装をヤスリで剥がします。これをしておかないと、ボリュームツマミに触ったときにノイズが乗ったりすることがあります。ここまでの加工が終わったら、消しゴムで罫書き線を消して、シャシの加工が完了します。

背面部品の取付け穴
|

前面部品の取付け穴
|
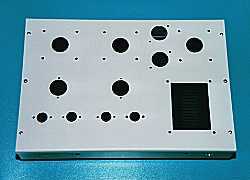
上面部品の取付け穴
|
シャシの塗装を剥がす
|
加工が完了したシャシ
|
|
|